
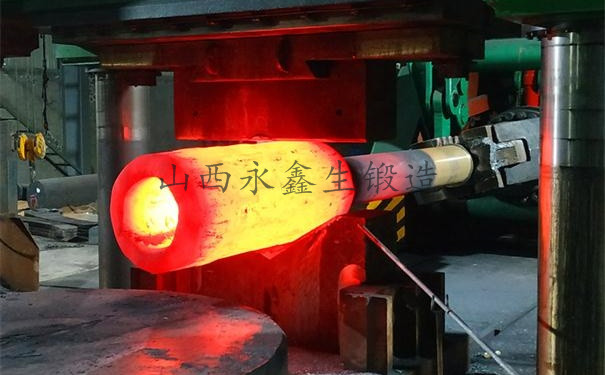
锻造锻件前原料温度范围确定的基本原则是什么?
钢在加热过程中,其内部组织结构要发生变化,并因此引起钢的力学性能、物理性质和化学性质等也相应变化。为了保证加热质量,认识这些变化规律是十分必要的。
锻造锻件前钢在加热中力学性能变化的—般规律是:随着加热海温度升高,钢的强度和硬度降低,而塑性提高。但是钢在整个加热过程中,力学性能变化是不均匀的,温度在200℃~400℃,是强度极限高峰值区,而塑性却为低值区,这就是钢的“蓝脆”范围。超过这个温度范围后,随着温度提高,强度极限下降,而塑性则不断上升。
金属在加热过程中可能产生的缺陷有氧化(又称烧损)脱碳、过热、过烧和内部裂纹等。其中氧化和脱碳足由坯料外层组织化学状态引起的缺陷,过热和过烧是由内部组织异常变化引起的缺陷,内部裂纹是由于温度分布不均引起的内应力(温度应力、组织应力)过大引起的坯料裂纹和开裂。
这些缺陷均是坯料在加热过程中,由于加热工艺(加热规范)制定不合理或加热操作不当所引起。正确的加热方法是制定合理的加热规范,并严格执行加热规范。应尽量减少缺陷或从根本上防止缺陷发生,并使坯料获得优良加热质量。
确定锻造温度范围的基本原则:金属锻造开始温度和锻造终结温度,即始锻温度和终锻温度之间的一段温度间隔称为锻造温度范围。
从提高塑性和降低变形抗力出发,希望尽可能提高金属的加热温度;但从保证产品质量、避免加热中产生缺陷出发,加热温度太高又不好。为了减少火次,节约能源并提商劳动生产率,不仅希望加热温度高,还希望结束锻造时温度低些;但为了避免严重的加工硬化而导致锻造裂纹的产生,停锻温度不宜太低。由此可见,这些因素都是互相矛盾的,互相制约的,所以确定锻造温度范围必须全面考虑。
确定锻造锻件温度范围的基本原则:保证金属在锻造温度范围内有较好的塑性和较低的变形抗力。保证得到良好质量(指内部组织和力学性能)的锻件。尽可能扩大锻造温度范围,以便减少火次,节约能源,并提高锻造生产率。
在考虑上述原则时,要树立质量第一的思想,首先要保证坯料加热优良,以确保锻出优质锻件和良好的塑性,同时要减少加热火次,提高劳动生产率和减少热能损失。
为了达到优质、高产和低消耗目的,在金属加热各个阶段中,规定炉温或料温随时间变化的关系,这就是加热规范,坯温指坯料从装炉开始到加热完整个过程对炉子温度和坯料温度随时间变化的规定。为了应用方便,加热规范采用温度一时间变化曲线表示,通常以炉温一时间变化曲线(又称加热曲线)表示。
制定金属加热规范基本原则是优质、高效、低消耗,要求坯料在加热过程中不产生加热缺陷(裂纹、过热与过烧,氧化和脱碳少),温度均匀,加热时间短、生产效率高和节省燃料等。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


