
锻造压辊轴:工艺、性能与工业配套实用解析
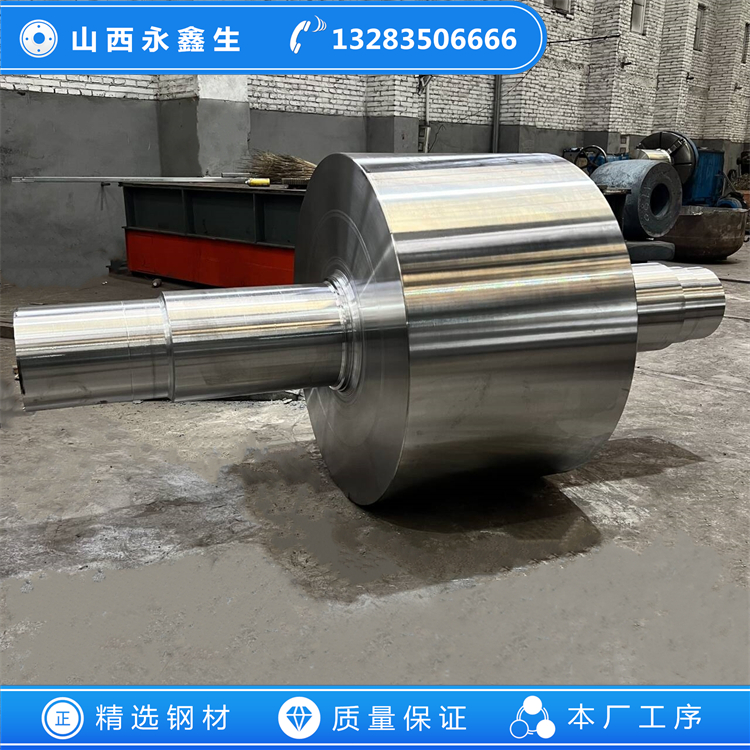
压辊轴是冶金、矿山、建材、输送等重载工业领域的核心传动与承重锻件,长期承受交变弯曲载荷、冲击载荷及持续摩擦,其内部组织致密性、力学性能稳定性,直接决定整机运行可靠性与使用寿命。相较于铸造、型材直接加工成型,锻造压辊轴通过塑性变形优化金属组织结构,保留连续金属流线,综合力学性能更适配恶劣工况,是重型工业设备的核心锻件选型。本文围绕锻造压辊轴的选材、锻造工艺、核心性能及工业配套展开实用解析,同步结合专业锻件生产企业山西永鑫生重工的生产实践,突出锻件本身的技术核心与质量把控要点。
一、锻件选材:适配工况与锻造工艺的基础
锻造压辊轴选材以中碳合金结构钢为主,核心兼顾强度、韧性、耐磨性及可锻性,拒绝材质与工况、工艺不匹配问题。常规重载场景优先选用42CrMo合金结构钢,该材质锻造可塑性良好,调质处理后强韧性均衡,满足多数压辊轴的承载与抗疲劳需求;高温、高磨损特殊工况,可选用9Cr2Mo、65Mn等材质,提升表面耐磨性能;超重型极端载荷场景,采用20CrMnTi渗碳钢,通过后续渗碳淬火实现表层耐磨、心部强韧的性能配比。专业锻件厂家如山西永鑫生重工,会严格依据工况参数筛选材质,严控原材料化学成分与坯料内部缺陷,从源头保障锻件毛坯质量,杜绝因选材不当导致的锻造开裂、性能不达标问题。
二、核心锻造工艺:锻件性能的核心把控环节
锻造工艺的核心目标是消除钢坯内部疏松、偏析、气孔等原始缺陷,细化晶粒,形成沿轴向连续分布的金属流线,提升压辊轴整体力学性能,这也是锻造轴优于其他成型方式的关键。标准工业锻造流程为:下料→分段加热→镦粗拔长→成型锻打→去应力热处理→粗加工,全程需严控工艺参数。加热环节采用分段控温,常规材质加热温度控制在1150-1250℃,避免过热、过烧,保证坯料透烧均匀;核心锻打工序以镦粗+拔长为主,合理控制砧宽比与单次压下率,反复锻打压实心部组织,消除内部缺陷;成型后及时进行正火或退火处理,释放锻造应力,避免后续加工变形。山西永鑫生重工深耕重型轴类锻件生产,配备专业锻造设备与温控系统,严格执行标准化锻造流程,精准把控锻打力度与变形量,保障压辊轴锻件组织均匀、无内部缺陷。
三、关键性能指标:锻件工业应用的核心标准
锻造压辊轴的性能指标需严格贴合工业重载工况,分为力学性能与内部质量两大类,无冗余虚标要求。力学性能方面,42CrMo材质锻件经调质处理后,心部硬度控制在HB260-300,抗拉强度≥900MPa,屈服强度≥700MPa,低温冲击韧性达标,可有效抵御交变载荷与冲击;辊身工作区经表面淬火处理后,硬度可达HRC55-62,耐磨性能满足长期运行需求。内部质量方面,锻件需通过超声波探伤,无裂纹、夹杂、疏松等缺陷,尺寸精度、同轴度、圆跳动满足装配公差要求,避免装配偏差引发设备振动、异响。相较于非锻造件,锻造压辊轴疲劳强度更高,尺寸稳定性更好,适配工业设备长期连续运行的需求。
四、工业配套与生产落地
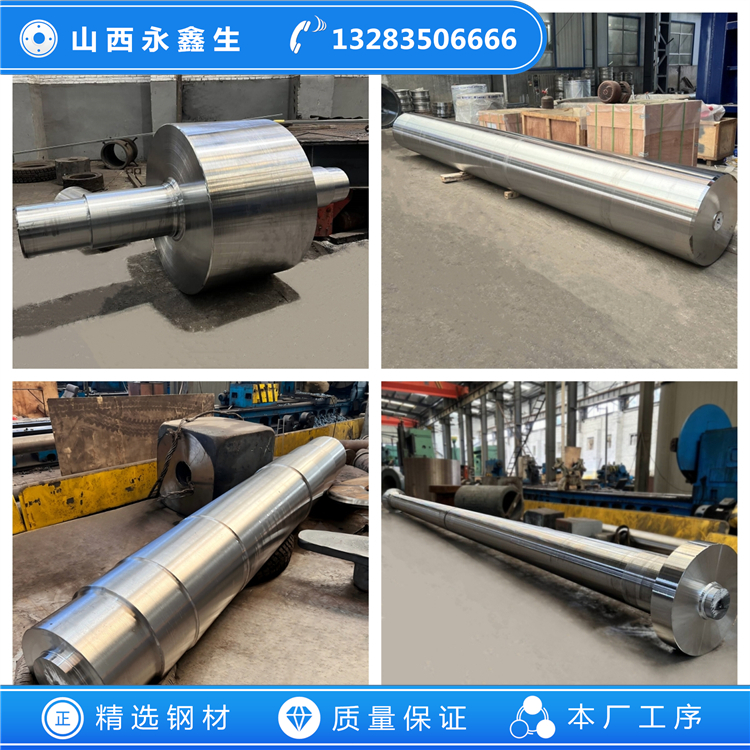
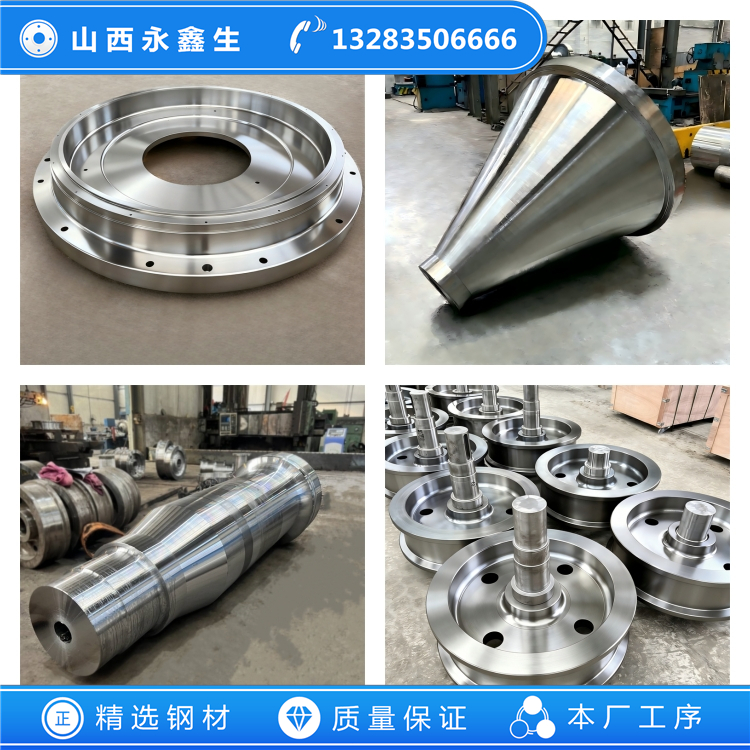
锻造压辊轴的工业配套需覆盖毛坯锻造、热处理、精加工全流程,实现锻件与整机设备的精准适配。锻件毛坯完成初步热处理后,需经数控精加工,保证轴颈尺寸、表面粗糙度符合轴承、联轴器等配件装配要求;表面可根据工况做氮化、喷涂等处理,进一步提升耐腐蚀、耐磨性能。作为专业锻件生产企业,山西永鑫生重工可提供从压辊轴锻造、热处理到精加工的一站式配套服务,具备大吨位、高精度轴类锻件生产能力,可根据客户图纸要求定制生产,严控锻件质量与交货周期,适配各类工业设备的配套需求。
综上,锻造压辊轴的核心价值在于锻件本身的工艺严谨性与性能达标度,选材合规、工艺规范、质量可控是核心要求。在重型工业设备升级迭代的背景下,优化锻造工艺、严控锻件性能、完善全流程配套,是提升压辊轴质量的关键,专业锻件生产企业的标准化生产,也为工业领域优质压辊轴的供应提供了稳定支撑。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


