
船用中间轴锻造件的生产工艺与关键工序
船用中间轴锻造件的生产是融合原料精选、精密锻造、热处理、机械加工与质量检测的系统工程,每道工序的工艺参数与操作规范均直接影响锻件的内部组织、力学性能与尺寸精度,需严格遵循船舶工业标准与重型机械通用技术条件,确保产品符合船舶动力系统的严苛要求,保障船舶航行安全。山西永鑫生重工深耕船用锻件制造领域,针对船用中间轴的结构特点与海洋工况需求,构建标准化、精细化的生产流程,依托大吨位锻压设备与完善的工艺体系,打造组织致密、性能可靠的船用中间轴锻造件。
原料准备是生产的首要环节,直接决定锻件基础质量。根据船舶吨位与主机功率,选定35CrMo、42CrMo、40CrNiMoA及双相不锈钢等材质,选用符合GB/T3077-2015标准的优质钢锭,优先选用电炉精炼、真空脱气处理的钢坯,确保合金元素含量符合标准,严控硫、磷等有害杂质含量。原料入厂后,山西永鑫生重工通过直读光谱仪进行100%成分复检,核对碳、铬、钼等元素含量,同时采用超声波探伤检测钢坯内部质量,剔除夹杂、疏松、裂纹等缺陷坯料,从源头杜绝质量隐患,建立原料溯源体系,每批坯料均记录材质、炉号、成分等信息,实现全流程质量追溯,符合重型机械通用技术条件中对锻件毛坯生产的要求。
加热工序采用智能温控技术,保障坯料塑性与成型质量,适配不同材质的锻造需求。35CrMo、42CrMo合金钢的锻造加热温度控制在1150-1220℃,40CrNiMoA合金钢加热温度控制在1120-1200℃,双相不锈钢加热温度控制在1180-1250℃,初始预热温度600-700℃,升温速率控制在50-80℃/h,分段升温、充分保温,确保坯料内外温度均匀,提升材料塑性、降低变形抗力。加热过程严格规避过烧、过热或温度不足问题,过烧易导致晶粒粗大、性能衰减,温度不足则变形困难、易产生裂纹,全程采用红外测温,确保温度偏差控制在±20℃内。山西永鑫生重工采用天然气室式加热炉与感应加热设备,实时监控炉温曲线,保障坯料加热质量稳定,为锻造成型奠定基础。
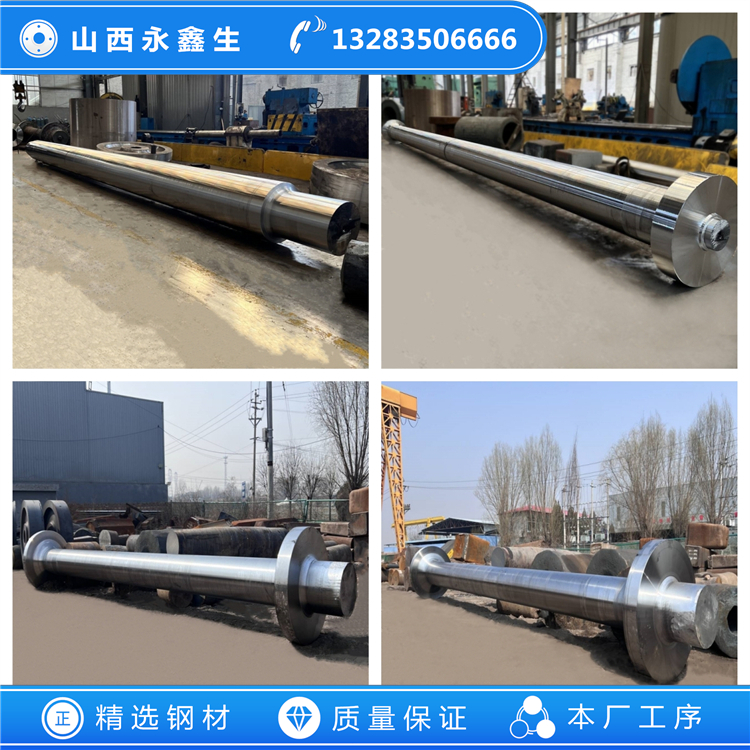
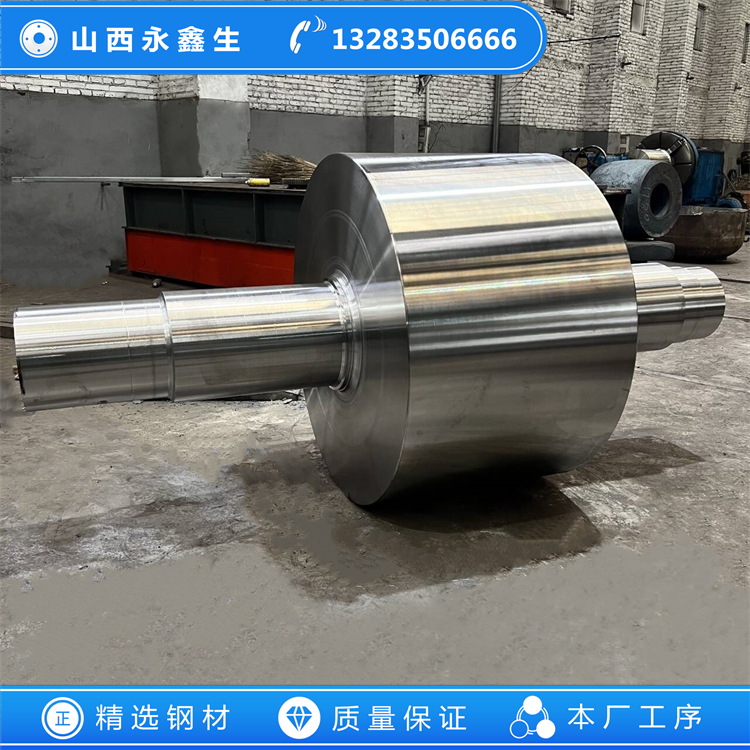
锻造成型是核心工序,直接决定锻件的外形结构与内部组织。船用中间轴锻造件采用自由锻与模锻结合的工艺,优先采用整体锻造技术,使金属流线连续、内部组织致密、抗疲劳强度显著提升,可承受海上长期高负荷、高震动的极端工况。锻造过程中,控制锻造比不低于4.5-5.5,先对钢坯进行镦粗处理,高度压缩比≥2,消除中心疏松,再进行拔长、滚圆、成型等工序,使金属流线沿中间轴轴向连续分布,有效消除内部疏松、气孔等缺陷,提升组织致密度与力学性能。 针对中间轴轴身、轴颈、过渡圆角等关键结构,控制变形量与锻造速率,避免产生折叠、裂纹等缺陷,终锻温度控制在850-900℃,低于下限需回炉加热,严禁低温锻造。山西永鑫生重工配备8000T、12500T大吨位油压机,可生产不同规格的船用中间轴锻造件,适配各类船舶的动力传输需求,保障锻造成型精度与效率。
热处理是提升性能的关键环节,实现强韧平衡与耐腐蚀性优化。锻后毛坯先进行缓冷或等温退火,消除锻造应力、细化晶粒、改善切削性能。后续根据材质与性能要求开展热处理:35CrMo、42CrMo钢采用调质处理(淬火+高温回火),获得均匀回火索氏体组织,平衡强度、韧性与耐磨性;40CrNiMoA钢通过精细化调质处理,严格控制淬火与回火参数,减少白点产生,提升抗疲劳性能;双相不锈钢采用固溶处理,提升耐腐蚀性与力学性能。热处理过程严格控制温度、保温时间与冷却方式,减少变形与开裂风险。山西永鑫生重工配备3-10米大型热处理炉,确保同批次船用中间轴锻造件性能均匀一致,满足船舶工业的严苛要求。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


