
深耕轮盘锻件制造 筑牢工业装备根基
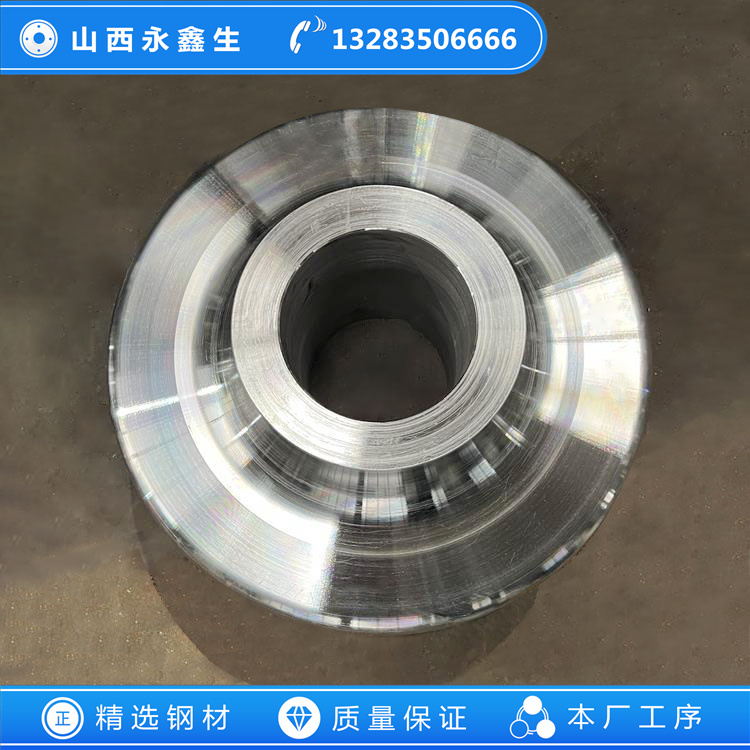
轮盘锻件是工业装备中不可或缺的核心部件,承担着承载、传动、支撑等关键功能,广泛应用于能源、重工、交通等多个支柱行业。其结构多为圆盘形或圆环形,具有尺寸跨度大、截面变化复杂、受力条件苛刻等特点,制造过程融合了冶金、锻造、热处理、机加工等多项技术,是衡量一个国家重型装备制造水平的重要标志之一。
不同应用领域的轮盘锻件,工况条件与性能要求存在差异。能源领域中,燃气轮机透平轮盘需在高温、高压、高转速环境下长期运行,承受离心力、热应力与振动载荷的复合作用,要求锻件具备优异的高温持久强度、抗蠕变性能与组织稳定性;风电领域的刹车盘锻件长期暴露在户外环境,需适应低温、潮湿、盐雾腐蚀等条件,同时承受制动时的冲击载荷,对锻件的耐磨性、耐腐蚀性与抗疲劳性要求较高;工程机械与矿山机械领域的回转轮盘、支撑轮盘锻件,多在重载、粉尘、频繁启停的工况下工作,需具备高强度、高韧性与良好的抗冲击能力。
轮盘锻件的制造核心在于工艺把控与组织调控。原材料环节,优质钢锭是基础,需采用电弧炉冶炼、电渣重熔或真空自耗等先进冶金工艺,严格控制碳、锰、硫、磷等元素含量,降低杂质与气体含量,提升钢锭内部纯净度,避免夹杂、疏松、偏析等原始缺陷。山西永鑫生重工严格筛选原材料供应商,对每批次钢锭进行化学成分与力学性能检测,从源头保障轮盘锻件的材质基础。
加热与锻造环节直接决定轮盘锻件的成形质量与内部组织。加热时需根据材质特性制定专属加热曲线,采用分段加热、保温等方式,确保坯料温度均匀,避免因温差过大产生内应力或裂纹。锻造过程中,通过镦粗、拔长、冲孔、辗环等多道工序,使金属材料发生塑性变形,破碎粗大晶粒、闭合内部缺陷,形成连续均匀的金属流线。对于大型轮盘锻件,需采用大吨位液压机或辗环机,控制锻造变形量与变形速率,防止出现混晶、晶粒粗大等问题,保证锻件不同部位组织性能的均匀性。

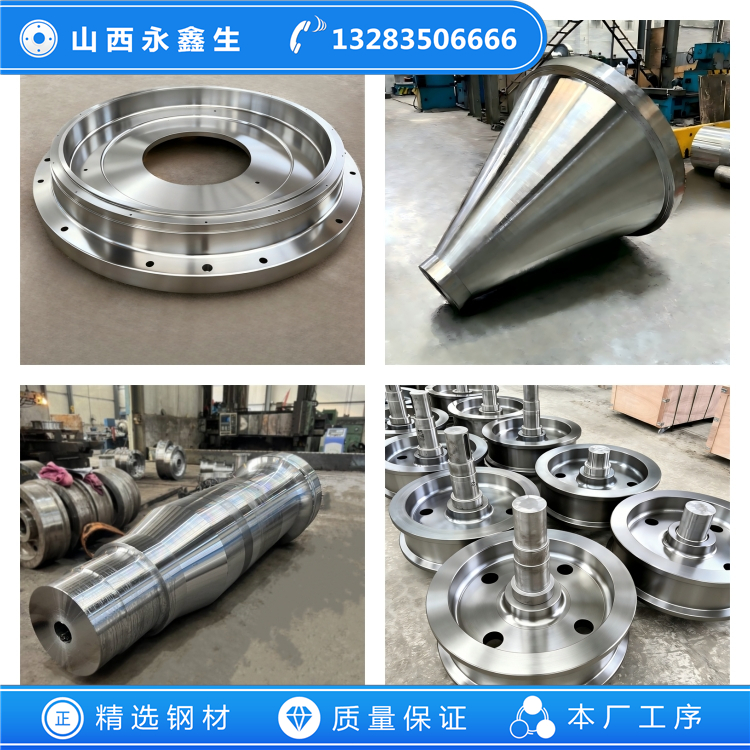
热处理与精加工是保障轮盘锻件最终性能与尺寸精度的关键工序。热处理通过控制加热温度、保温时间与冷却方式,调整锻件的金相组织,优化强度、韧性、硬度等力学性能,消除锻造内应力,提升锻件的尺寸稳定性与使用寿命。精加工阶段需采用高精度机床,按照设计图纸要求加工端面、内孔、外圆及连接孔等结构,严格控制尺寸公差、形位公差与表面粗糙度,确保轮盘锻件的互换性与装配精度。
质量检测是轮盘锻件出厂前的最后一道防线,涵盖外观检测、尺寸检测、力学性能检测与无损检测等多个项目。外观检测排查表面裂纹、折叠、氧化皮等缺陷;尺寸检测验证各部位尺寸是否符合设计要求;力学性能检测通过拉伸、冲击、硬度等试验,检验锻件的强度、韧性等指标;无损检测采用超声波、磁粉等检测手段,排查内部隐藏缺陷,确保轮盘锻件无质量隐患。
轮盘锻件作为工业装备的核心基础件,其质量与性能直接关系到装备的运行安全与使用寿命。山西永鑫生重工专注于轮盘锻件的研发与制造,坚持以工艺创新为支撑,以质量管控为核心,不断优化生产流程,提升制造能力,致力于为能源、重工、交通等行业提供高品质的轮盘锻件产品,为我国工业装备制造产业的升级发展提供坚实保障。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


