
锻造工艺赋能 卸船机车轮组锻件的性能内核
卸船机车轮组锻件的核心价值,在于通过锻造工艺赋予材料优异的力学性能与稳定的内部结构,成为港口重载行走部件的优选。锻造不仅是成型手段,更是优化金属组织、消除内部缺陷、提升综合性能的关键路径,其工艺逻辑围绕组织优化、性能匹配、质量可控展开,支撑车轮组锻件在严苛工况下的长期服役。
锻造对车轮组锻件组织的优化作用,是其性能优势的核心来源。铸造车轮内部组织疏松,缺陷较多,受力时易产生应力集中,使用寿命较短。而锻造通过高温高压使金属发生塑性变形,破碎粗大晶粒,细化至均匀尺寸,同时闭合内部孔隙、疏松,减少显微夹杂。金属纤维在变形过程中沿车轮轮廓连续分布,形成贴合受力方向的纤维结构,显著提升构件的强度、韧性与抗疲劳性,让车轮在重载、冲击、交变载荷作用下不易产生裂纹或变形。

卸船机车轮组锻件的锻造工艺体系,涵盖多道关键工序,每一步均影响最终性能。原材料准备阶段,选用合格钢锭或圆钢,通过成分检测与无损探伤,从源头规避质量隐患。加热工序需精准控制温度与保温时间,避免温度异常破坏金属材质特性,同时减少氧化脱碳,保证表面质量。山西永鑫生重工配备大型专用加热炉,可满足不同规格车轮坯料的均匀加热需求,适配多种尺寸锻件生产。
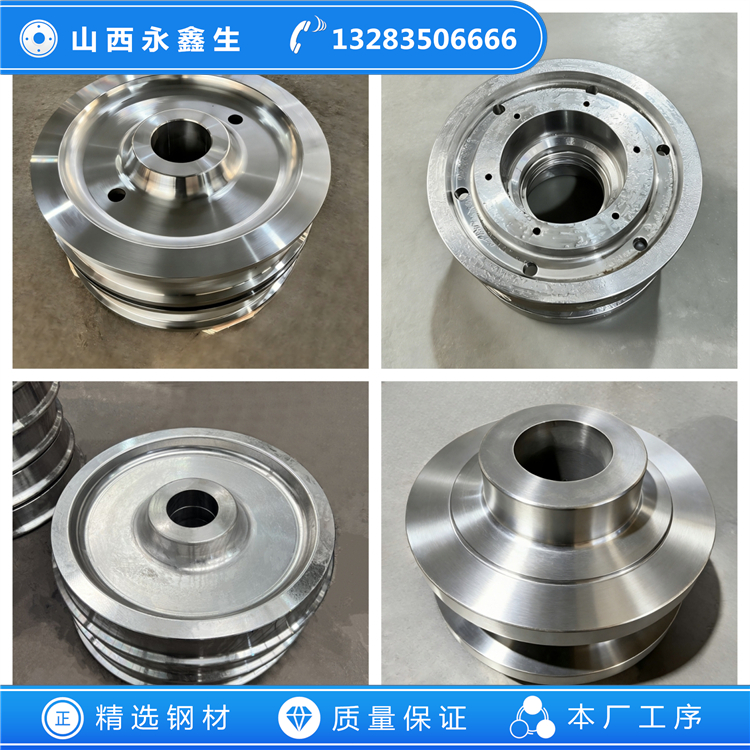
锻造成形是工艺核心,需根据产品规格与性能要求选择合适锻造方式。大尺寸车轮多采用自由锻工艺,通过镦粗、冲孔、拔长等工序,逐步成型并控制尺寸精度。中小尺寸批量车轮则采用热模锻工艺,提升生产效率与组织均匀性。锻造过程中需控制锻造比、变形量与终锻温度,确保锻件完全锻透,组织均匀一致,避免混晶、折叠等缺陷。
热处理是赋予车轮组锻件 “外硬内韧” 性能的关键工序。锻造后锻件内部存在残余应力,需通过退火、回火处理释放,防止后续加工或使用中变形开裂。调质处理可获得良好的强度与韧性匹配,适用于承受复杂载荷的车轮。踏面表面淬火则提升工作面硬度,增强耐磨性,同时保持芯部韧性,兼顾耐磨与抗冲击需求。山西永鑫生重工采用全自动热处理生产线,精准控温,确保每一件车轮组锻件力学性能稳定。
质量管控贯穿车轮组锻件生产全流程,保障产品可靠性。从原材料检测、工序巡检到成品检验,建立完善的检测体系。成品需进行尺寸精度检测、硬度测试、拉伸与冲击试验,以及超声波、磁粉等无损检测,确保无内部裂纹、夹杂等缺陷,符合行业标准与客户要求。山西永鑫生重工秉持严谨的质量理念,通过全流程质控,为客户提供性能稳定、安全可靠的车轮组锻件。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


