
锻造工艺:铸就高压筒锻件的性能根基
高压筒锻件的优异性能,依赖于严谨且完整的锻造工艺流程,从原材料处理到成品检测,每一道工序均直接影响锻件的组织状态与力学性能。相较于普通锻件,高压筒锻件对工艺参数的把控更为严苛,核心围绕 “致密组织、细化晶粒、消除缺陷” 三大目标展开,确保锻件适配高压工况的严苛要求。
原材料甄选与预处理是高压筒锻件质量的源头。合格的高压筒锻件需选用优质钢锭,根据工况需求选择碳钢、合金钢或不锈钢材质。钢锭生产采用电弧炉熔炼与真空精炼工艺,严格控制硫、磷等有害杂质含量,降低氢、氧气体夹杂,减少内部疏松、缩孔等原始缺陷。入厂后需经过外观检查、光谱成分检测、超声波探伤,剔除存在原始缺陷的毛坯,随后切割下料并清理表面氧化皮,为后续锻造做好准备。
加热工序是锻造成型的关键前提,直接影响金属塑性与锻件最终质量。钢锭需采用阶梯加热方式,逐步升温至 1200-1220℃,严格控制升温速率与保温时间。升温过易导致钢锭内外温差过大,产生热应力裂纹;保温不足则金属塑性不均,锻造时易出现开裂、变形等问题。合理的加热工艺可确保钢锭整体塑性均匀,金属组织处于最佳变形状态,为后续锻压成型奠定基础。
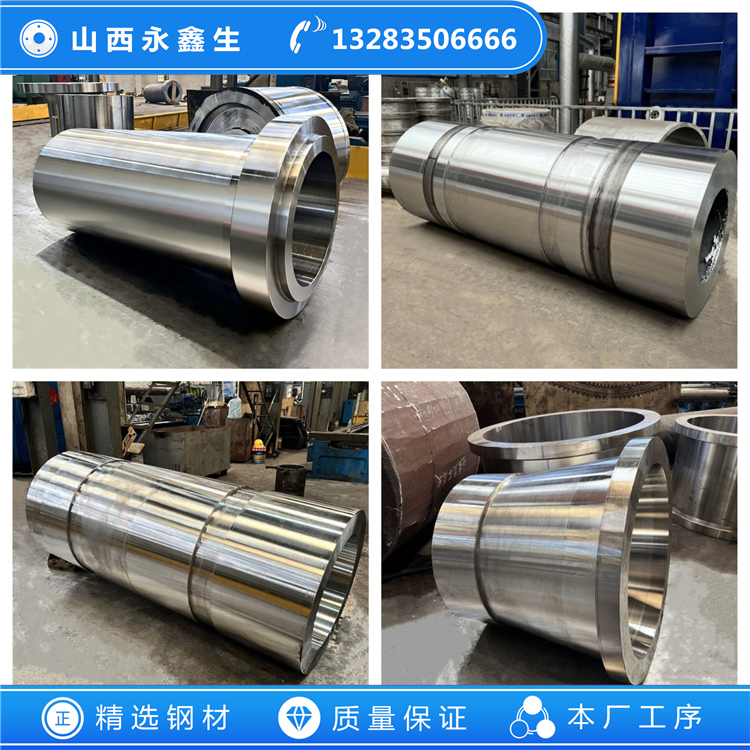
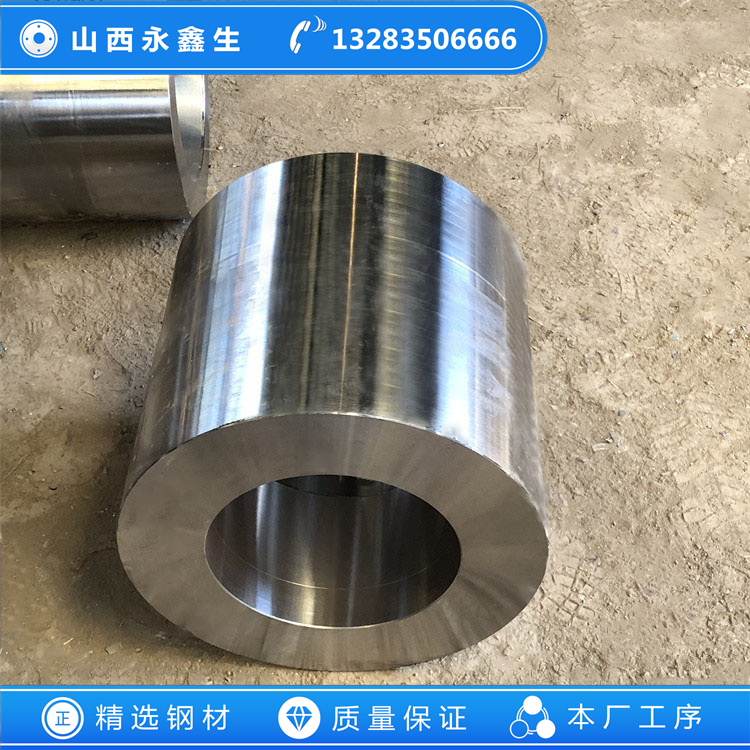
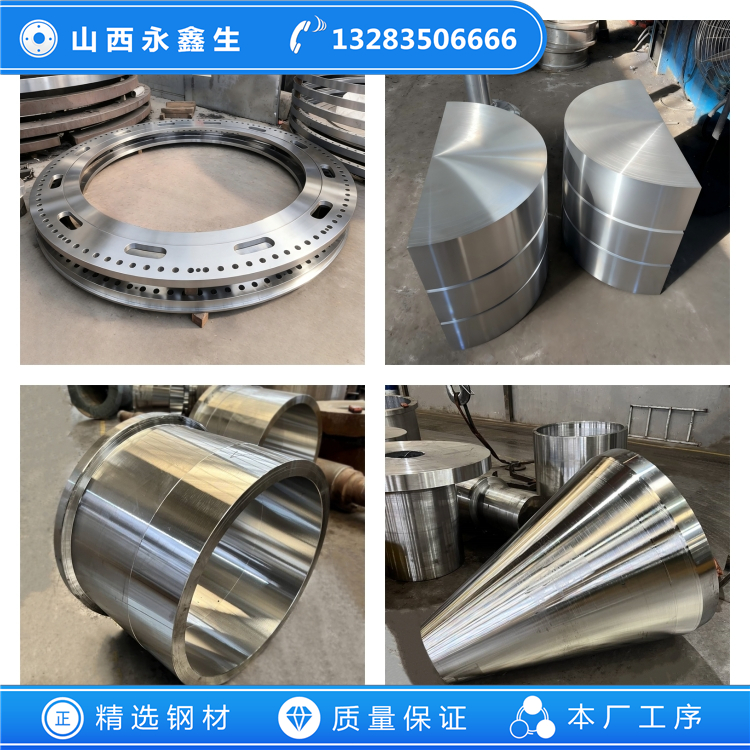
锻压成型是高压筒锻件组织优化的核心环节,通过多道次塑性变形实现内部缺陷消除与组织细化。核心工序包括镦粗、冲孔、扩孔、拔长、整形等,各工序环环相扣。镦粗可增大钢锭横截面积,改善内部疏松;冲孔形成筒体毛坯;扩孔与拔长调整筒体直径与长度,进一步压实内部组织,细化晶粒;整形则保证筒体尺寸精度与形状规整度。整个锻压过程需控制锻造比与终锻温度,锻造比需满足行业标准,终锻温度高于材料再结晶温度,避免晶粒粗大影响锻件韧性。
热处理是平衡高压筒锻件硬度与韧性、释放残余应力的关键工序。锻造后的毛坯存在残余内应力,需通过退火、正火、调质等热处理工艺调控。退火可消除锻造应力,稳定组织;正火用于细化晶粒,提升组织均匀性;调质处理即淬火加高温回火,可大幅提升锻件强度、韧性与抗疲劳性能,适配高压重载工况。山西永鑫生重工在高压筒锻件生产中,依据不同材质与性能要求,制定针对性热处理方案,精准调控温度与保温时间,确保锻件内部组织稳定,力学性能达标。
后续加工与检测是保障高压筒锻件质量的最后防线。机加工环节通过车削外圆、内孔及端面,保证尺寸精度与表面粗糙度,密封面需达到较高光洁度要求。成品检测涵盖尺寸检测、无损检测与力学性能测试,采用激光扫描、超声波探伤、磁粉探伤等手段,排查内部与表面缺陷,同时取样检测抗拉强度、冲击韧性等指标,确保每一件高压筒锻件符合行业标准与使用要求。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


