
解析模锻工艺核心 打造高稳定性车轮锻件
车轮锻件作为各类轨道式、移动式重工设备的核心行走部件,运行中持续承受竖向重载、滚动摩擦、侧向挤压和启停冲击,部件的结构稳定性直接影响整套设备的运行状态与运维周期。模锻是现阶段车轮锻件生产的主流工艺之一,依靠模具约束成型的方式,解决了传统成型工艺结构不均、缺陷较多、统一性差等问题,能够稳定输出结构规整、力学性能均衡的车轮锻件,适配各类标准化、重载化的工业设备运行需求。
坯料预处理是模锻车轮锻件品质管控的首要环节。模锻工艺对坯料均匀性要求较高,生产选用精炼工艺处理的钢坯,钢材化学成分均匀,杂质与气体含量控制在规范范围,从源头减少内部缺陷。下料过程严格按照规格标准裁切,保证坯料重量、尺寸统一,表面无明显毛刺与氧化堆积。规整的坯料状态,能够让模锻成型过程中金属流动均匀,填充型腔充分,避免出现缺料、折叠、成型残缺等工艺问题,保障锻件毛坯品质。

加热温控直接决定模锻成型效果与锻件内部组织。不同材质的钢坯对应专属的锻造温度区间,均匀稳定的加热环境可以降低金属变形抗力,提升塑性流动性,让金属在模具内快速、均匀填充,成型轮廓饱满规整。温度管控不当会造成金属晶粒粗大、塑性不足,成型后锻件内部组织紊乱,出现韧性偏弱、内应力偏大等问题,后期使用中容易产生磨损过快、局部变形、疲劳裂纹等故障。
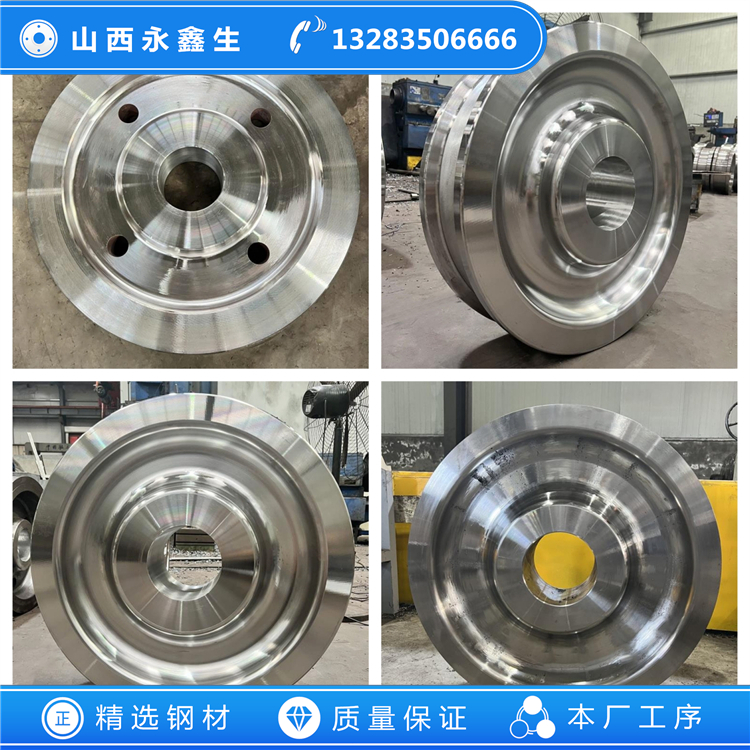
模锻成型工序是提升车轮锻件品质的核心步骤。相较于自由锻,模锻依靠定型模具限制金属流动,锻件外形尺寸标准化程度高,轮体、轮缘、轴孔结构对称规整。锻造过程中,金属材料在压力作用下充分流动、整体锻透,锻造比稳定可控,金属纤维连续且贴合车轮受力轨迹,让车轮各部位力学性能趋于一致。这种成型方式不仅提升锻件品质稳定性,也能提升材料利用率,适配批量标准化生产需求。
锻后处理与全方位检测是保障模锻车轮锻件成品质量的重要防线。锻造完成后采用渐进式缓冷工艺,避免快速温差引发的残余应力聚集。针对性的热处理工艺可以优化锻件硬度、韧性、抗疲劳等各项力学指标,改善轮体耐磨与抗冲击性能。成品通过无损探伤、硬度检测、尺寸核验、外观检查等方式,排查表面与内部缺陷,确保锻件符合工业设备装配与运行标准。
山西永鑫生重工熟练掌握模锻车轮锻件全套工艺技术,拥有成熟的模具适配、锻造加工、热处理优化能力。企业精细化管控模锻成型、温度参数、热处理制度等关键环节,生产的模锻车轮锻件结构规整、组织均匀、性能均衡,可长期适配工矿、起重、港口等各类重载行走设备的运行工况。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


