
风电 F22 偏航轴承锻件品质保障
在风电整机的传动与控制体系中,偏航轴承锻件是连接塔筒与机舱的“旋转关节”,承担着机舱重量承载、风向追踪调整的核心功能,其品质直接决定风电机组的运行稳定性与服役寿命。F22马氏体不锈钢因兼具高强度、耐大气腐蚀与优异的低温韧性,成为风电偏航轴承锻件的优选材质。山西永鑫生重工作为专注重型风电锻件领域的企业,针对风电野外、变载荷、低温等严苛工况,构建起“全流程质控+定制化工艺”的F22偏航轴承锻件品质保障体系,为风电装备提供可靠核心部件。

原材料精准甄选是品质保障的第一道防线。F22钢的铬含量(11.50%-13.50%)直接决定耐蚀性能,碳含量(0.15%-0.25%)则影响锻件强度与韧性的平衡,成分偏差易导致锻件在风电潮湿环境中出现锈蚀或低温脆断。永鑫生重工选用符合ASTM A182标准的F22钢坯,通过直读光谱仪实现元素含量±0.02%的精准检测,严格控制有害元素磷≤0.035%、硫≤0.030%。同时采用超声波探伤(UT)与磁粉探伤(MT)双重检测,剔除钢坯内部夹杂、裂纹等缺陷,确保钢坯致密度≥99.7%,为后续锻造品质奠定基础。
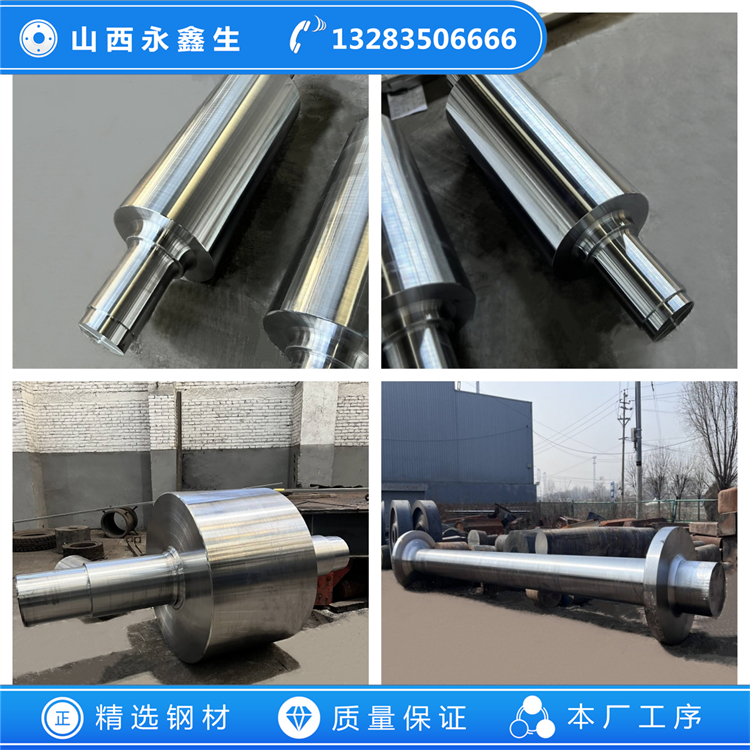
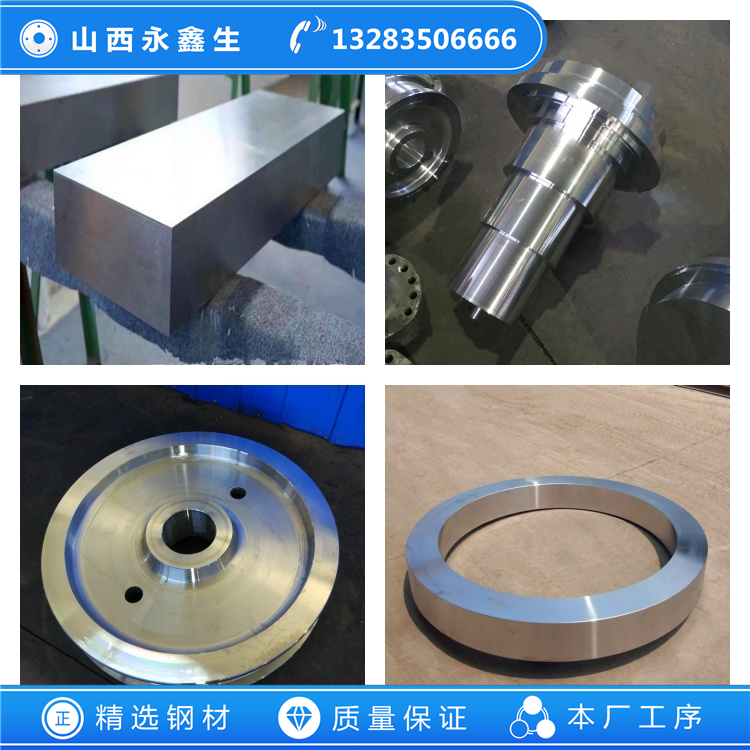
定制化锻造工艺是塑造锻件核心性能的关键。风电偏航轴承需承受机舱数百吨重量与随机风载荷,锻件的金属流线与晶粒细化程度至关重要。永鑫生重工采用“恒温加热+多向镦锻”工艺,将F22钢坯加热至1100-1150℃保温5-6小时,确保奥氏体化充分且晶粒均匀;依托15000吨大型压机实施多道次变形,压下量控制在10%-15%/道次,使金属流线沿轴承滚道轮廓连续分布,提升抗疲劳性能。终锻温度严格控制在820-860℃,避免因温度过低导致的锻造裂纹,锻后锻件尺寸公差控制在±3mm内,减少后续加工应力。
精细化热处理工艺实现性能均衡优化。F22偏航轴锻件需同时满足“高强度承载”与“抗冲击”需求,单一热处理无法兼顾。永鑫生重工采用“淬火+高温回火”调质工艺:将锻件加热至980-1020℃保温4小时,经油冷淬火形成马氏体组织,随后在600-650℃保温6-8小时完成回火,促进碳化物弥散析出,形成均匀的回火索氏体组织。处理后锻件硬度稳定在28-32HRC,抗拉强度≥860MPa,屈服强度≥690MPa,-40℃低温冲击韧性≥45J,完全适配风电低温野外工况。
全维度检测体系筑牢品质底线。永鑫生重工建立“过程-成品-溯源”三级检测机制:锻造过程中通过红外测温仪实时监控锻件温度,热处理后抽样进行拉伸、冲击与硬度检测;成品阶段,采用三坐标测量仪对轴承内孔、滚道等关键尺寸进行100%检测,尺寸公差控制在IT7级内,圆度误差≤0.01mm;通过渗透探伤(PT)排查表面微小裂纹,超声波探伤(UT)检测内部缺陷,确保无大于φ1.5mm的夹杂。每批次锻件均建立专属质量档案,记录原材料信息、工艺参数与检测数据,实现全生命周期溯源。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


