
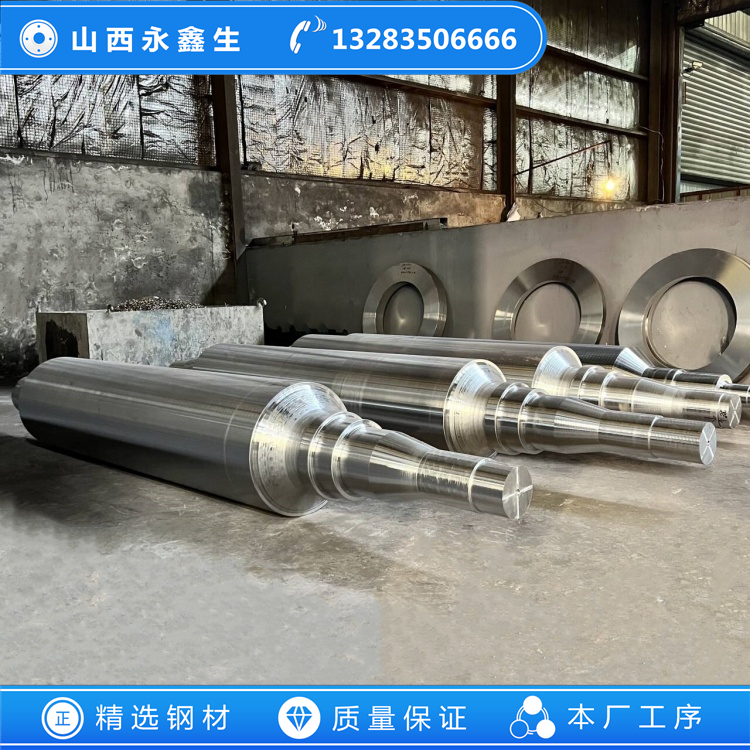
液压系统35CrMo活塞锻件的锻造精度与耐磨性能匹配原则
在液压挖掘机、重型机床等装备的液压系统中,35CrMo活塞锻件是实现压力转换与动力传递的核心部件,需在高压、高频往复运动工况下长期服役。其锻造精度直接决定与缸体的配合间隙合理性,耐磨性能则影响服役寿命,二者的精准匹配是保障液压系统高效、稳定运行的关键。山西永鑫生重工作为专注重型精密锻件生产的企业,基于35CrMo钢的材料特性与液压工况需求,总结形成锻造精度与耐磨性能的科学匹配原则,为高品质活塞锻件生产提供技术指引。
工况适配性原则是匹配的核心前提,需根据液压系统的压力等级与运动频率界定精度与耐磨性能的基准要求。对于高压重载液压系统(工作压力≥31.5MPa),活塞锻件需承受更大的接触应力,锻造精度需提升至IT6级,外圆尺寸公差控制在±0.015mm内,圆度与圆柱度误差≤0.005mm,确保配合间隙稳定在0.02-0.05mm,避免高压油泄漏;同时耐磨性能需达到表面硬度≥55HRC,确保在高频往复中减少磨损。永鑫生重工针对此类工况,选用高纯净度35CrMo钢坯,硫磷含量均控制在0.030%以下,为性能匹配奠定材料基础。对于中低压系统(工作压力≤16MPa),可将锻造精度放宽至IT7级,外圆公差±0.022mm,表面硬度控制在45-50HRC,在保证密封性能的同时降低生产成本。
精度-性能协同优化原则,强调锻造精度与耐磨性能的正向联动而非孤立控制。35CrMo活塞锻件的耐磨性能依赖表面强化处理,但强化层厚度与锻造精度需精准匹配,避免因强化处理导致尺寸超差。永鑫生重工采用“锻造精度预留+精准表面强化”的协同方案:锻造阶段将活塞外圆尺寸预留0.15-0.20mm的强化余量,通过“多道次镦粗-拔长-精锻”工艺,依托15000吨压机实现金属坯料充分锻透,确保锻件致密度≥99.8%,为表面强化提供均匀的基体组织。表面强化采用离子氮化工艺,在520-560℃氛围中保温4-6小时,形成厚度10-15μm的渗氮层,既满足耐磨需求,又不会因强化层过厚导致外圆尺寸超出公差范围,实现精度与耐磨性能的协同达标。

结构针对性原则要求根据活塞锻件的结构特点差异化匹配精度与耐磨性能。对于带环形槽的活塞结构,环形槽的槽宽、槽深尺寸精度需控制在±0.02mm内,槽口圆角半径精准至R0.5±0.05mm,避免应力集中导致耐磨层剥落;同时在环形槽与密封件接触区域,额外进行滚压强化处理,提升局部耐磨性能。永鑫生重工通过优化锻模结构,采用分体式模具成型环形槽,确保槽部金属流线连续,再通过专用磨床精磨槽面,实现结构精度与局部耐磨性能的精准匹配。对于无槽式活塞,重点保障外圆整体精度与均匀耐磨性能,通过整体渗氮与精磨工艺,使外圆表面硬度均匀性误差≤3HRC,尺寸精度波动控制在±0.01mm内。
全流程质控匹配原则为精度与耐磨性能的稳定匹配提供保障。永鑫生重工建立“锻造-热处理-成品检测”全环节管控体系:锻造轴锻件过程中通过红外测温仪实时监控35CrMo钢坯温度(始锻1100-1150℃,终锻≥850℃),确保锻件组织均匀;热处理阶段严格控制调质工艺参数(淬火840-860℃,回火580-620℃),使基体硬度稳定在28-32HRC,为表面强化提供良好支撑;成品检测环节,采用三坐标测量仪全面检测尺寸精度,通过维氏硬度计检测表面强化层硬度,借助销盘摩擦磨损试验验证耐磨性能,确保每一件活塞锻件的精度与耐磨性能均符合工况匹配要求。
在某液压挖掘机液压系统项目中,永鑫生重工生产的35CrMo活塞锻件,通过上述匹配原则实现精度与耐磨性能的精准适配。实际运行数据显示,该锻件在31.5MPa高压工况下,配合间隙稳定保持在0.03-0.04mm,服役8000小时后外圆磨损量仅0.012mm,远低于0.05mm的失效标准。这一实践充分证明,遵循工况适配、协同优化、结构针对性与全流程质控的匹配原则,可最大化发挥35CrMo活塞锻件的性能优势。山西永鑫生重工以技术为核心,持续完善匹配原则体系,为液压系统核心锻件的高品质生产提供可靠技术支撑。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


