
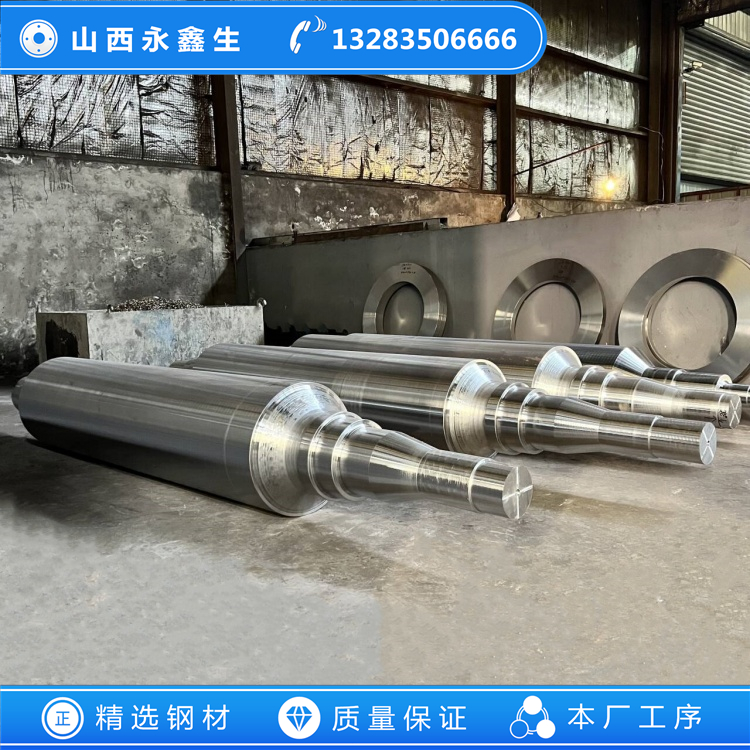
水轮机主轴锻件自由锻造工艺与成型控制
水轮机主轴锻件多采用自由锻造工艺完成毛坯成型,这一工艺是将钢锭通过外力作用,逐步塑形成为符合尺寸要求的主轴毛坯,同时优化钢材内部组织结构,是锻件生产的核心成型环节。自由锻造不受模具限制,能够适配不同尺寸、不同规格的大型主轴锻件生产,也是当前大型水轮机主轴锻件主流的成型方式,整个工艺流程涵盖加热、镦粗、拔长、成型修整等多道工序,每道工序的工艺参数与操作把控,都直接影响毛坯成型质量。
锻造前需将钢锭放入加热炉中进行均匀加热,根据钢材材质特性设定合理的升温速率与保温时长,让钢锭内外温度保持一致,达到适宜的锻造温度,避免加热不均导致后续塑形过程中出现开裂、变形不均等问题。镦粗工序主要作用是压实钢锭内部疏松部位,改善钢材内部偏析状态,提升坯料致密度;拔长工序则是对镦粗后的坯料进行轴向延伸,逐步调整坯料的长度与截面尺寸,贴合主轴毛坯的外形轮廓。

大型水轮机主轴锻件体积大、重量大,锻造过程中需把控锻造比、变形速率、每道次变形量等关键参数,通过多道次反复变形,充分破碎钢材内部粗大晶粒,让金属纤维组织顺着主轴外形连续分布,提升锻件整体力学性能与结构稳定性。成型修整工序则是对毛坯外形、尺寸进行微调,去除多余余量,让毛坯尺寸贴合后续机加工的工艺要求,减少后续加工损耗。
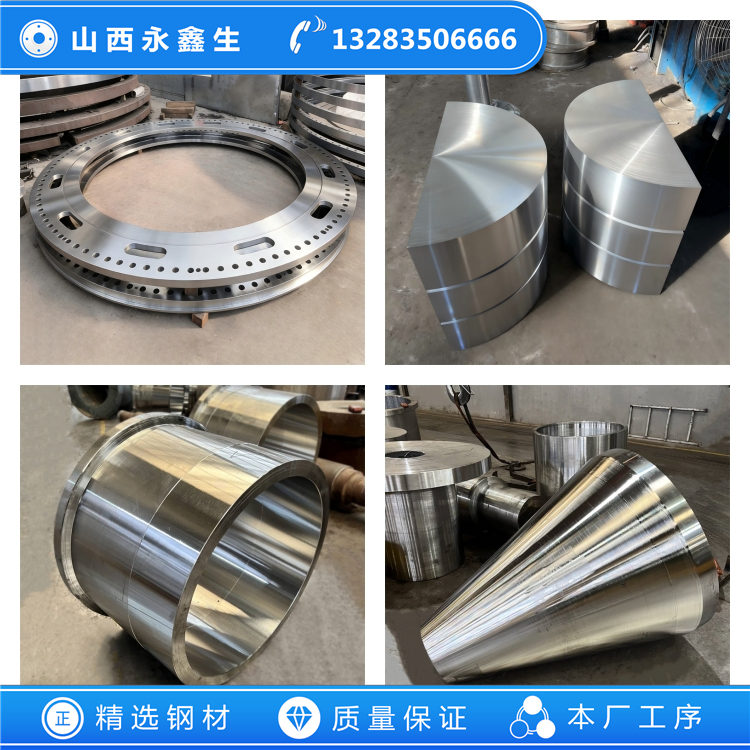
山西永鑫生重工配备大型锻造设备,具备承接各类规格水轮机主轴锻件的成型加工能力,企业结合多年锻造经验,优化自由锻造工艺参数,针对不同材质、不同尺寸的主轴锻件,制定专属锻造流程。在生产过程中,全程把控坯料温度、变形程度,通过合理的工序排布与操作规范,减少锻造缺陷,保障主轴毛坯外形规整、内部组织致密,让锻件成型质量满足后续加工与最终使用要求,在大型自由锻件成型工艺把控上积累了成熟的实践经验。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


