
压辊轴锻件的锻造工艺全流程解析
压辊轴锻件的生产,核心在于锻造工艺的科学设计与精准执行。作为重型轴类锻件,其锻造流程复杂,涉及多道工序,每一步工艺参数的控制都直接影响锻件最终质量。从坯料准备到锻后处理,完整的锻造工艺体系是保障压辊轴锻件性能达标的关键。
压辊轴锻造的第一步是坯料准备。选用符合标准的合金钢材,经切割、表面清理后,进入加热环节。加热是锻造的基础,需将坯料均匀加热至再结晶温度以上,使其获得良好塑性,便于后续变形。不同材质的加热温度存在差异,42CrMo 钢通常加热至 1150-1200℃,确保坯料内外温度均匀,避免温差导致变形不均或开裂。山西永鑫生重工配备大型燃气加热炉与感应加热设备,实现坯料的稳定控温加热,为锻造成型创造条件。

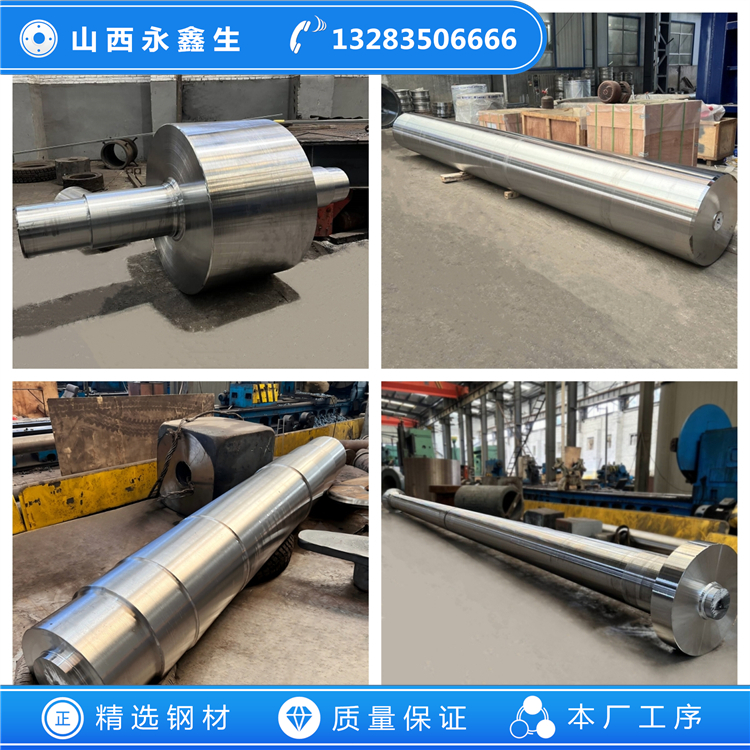
加热完成后,坯料进入锻压成型阶段。压辊轴锻件多采用自由锻与径锻结合的工艺,先通过自由锻进行镦粗、拔长,初步成型轴体轮廓,再利用径向锻造机进行精整,提升轴径尺寸精度与同轴度。锻造过程中,需合理控制锻造比,确保金属充分变形,晶粒细化效果达标;同时,要保证金属流线沿轴体轴向连续分布,这对提升压辊轴的抗疲劳性能至关重要。山西永鑫生重工拥有 5000t、10000t 级锻压机及径锻设备,可灵活适配不同规格压辊轴的锻造需求,技术团队凭借丰富经验优化变形路径,保障锻件成型质量。
锻压过程中的温度控制同样关键。终锻温度需控制在合理范围,过高易导致晶粒粗大,过低则易产生加工硬化与裂纹。通常,压辊轴终锻温度不低于 850℃,确保锻后组织均匀。锻后需进行缓慢冷却,采用坑冷或炉冷方式,避免因冷却过快产生内应力与裂纹,为后续热处理做好准备。
热处理是提升压辊轴锻件性能的核心工序。常用调质处理工艺,将锻件加热至淬火温度后快速冷却,再进行高温回火,使锻件获得均匀的索氏体组织,实现高强度与良好韧性的平衡。对于特殊工况的压辊轴,还会进行表面淬火、氮化等处理,提升表面硬度与耐磨性。山西永鑫生重工的热处理生产线配备专业温控系统,可根据锻件材质与性能要求,制定专属热处理方案,确保性能指标稳定。
质量检测贯穿锻造全过程。原材料入厂需进行光谱分析、力学性能测试;锻造过程中实时监测温度、变形量;锻后进行尺寸测量、硬度测试、超声波探伤、磁粉探伤等,全面排查内部与表面缺陷。山西永鑫生重工建立完善的质量管控体系,配备专业检测设备与人员,对每一件压辊轴锻件进行全流程检测,杜绝不合格品流入下一道工序。
锻造工艺的成熟度决定压辊轴锻件的品质上限。山西永鑫生重工深耕轴类锻造工艺研发,不断优化生产流程与技术参数,凭借先进设备与专业技术积累,在压辊轴锻件生产中形成核心优势,为市场提供工艺稳定、性能可靠的产品。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


