
车轮体锻件的生产工艺全流程解析
车轮体锻件的生产是一项系统工程,涵盖下料、加热、锻造、热处理、精加工、检测等多个环节,每道工序的工艺参数与操作规范,直接影响锻件的最终质量。山西永鑫生重工凭借成熟的工艺体系与先进设备,实现了车轮体锻件从毛坯到成品的一体化制造,确保产品性能稳定、规格统一。
原材料准备是生产的起点。车轮体锻件多选用优质圆钢,进厂后需进行光谱分析、力学性能测试,确保材质符合 GB/T 标准或客户指定要求。合格原料经锯床切割为定长坯料,去除表面氧化皮与缺陷,为后续锻造做好准备。

加热环节决定金属的塑性与锻造效果。坯料送入大型燃气加热炉,按材质与规格精准控制升温速率与保温时间,确保整体受热均匀,避免过热、过烧或温度不均导致的锻造缺陷。山西永鑫生重工的加热炉具备精准温控功能,可实现多段式升温,保证坯料达到最佳锻造温度。
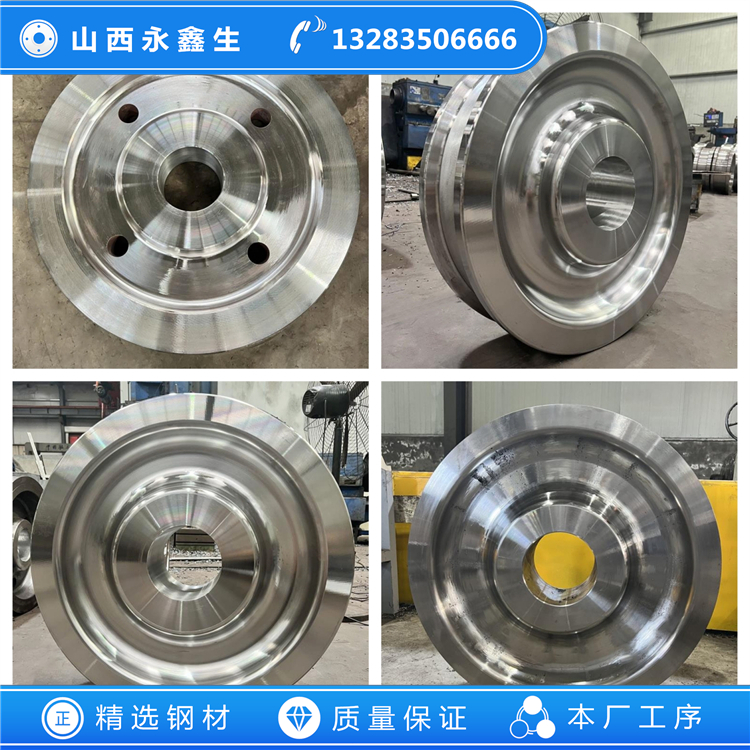
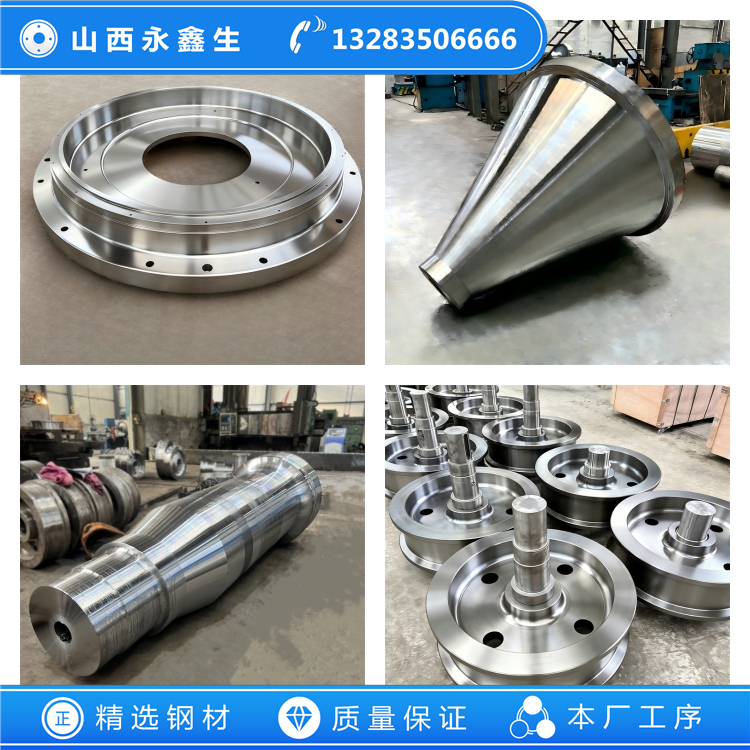
锻造是核心成型工序。加热后的坯料被送至锻压机,通过自由锻或模锻工艺,在万吨级压力下逐步成型为车轮体毛坯。此过程中,金属在压力作用下发生塑性流动,内部晶粒被破碎、细化,组织更加致密,同时形成连续的金属流线,大幅提升锻件的力学性能。山西永鑫生重工的锻压机可精准控制压力、行程与速度,确保毛坯尺寸精度与形状规整,减少后续加工余量。
热处理是提升性能的关键。锻造后的毛坯存在内应力,需通过正火、调质、淬火等工艺进行处理。以重载车轮体为例,常采用整体调质 + 表面淬火的复合工艺:先进行调质处理,使内部组织均匀,获得良好的综合力学性能;再对踏面进行淬火,形成高硬度耐磨层,同时保证轮体内部保持足够韧性,抵御冲击与疲劳载荷。
精加工与检测环节,确保锻件满足装配要求。热处理后的锻件经数控立车、卧车等设备进行车削、磨削,严格控制直径、轮宽、踏面弧度等尺寸公差,表面粗糙度达到 Ra3.2 及以上。最后,通过超声波探伤、磁粉探伤、硬度测试、尺寸检测等手段,全面排查内部缺陷与外观质量,合格产品方可出厂。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


