
大型车轮锻件的生产工艺要点与流程规范
大型车轮锻件的生产是一项复杂的系统工程,涉及原材料准备、加热、锻造、热处理、精加工、检测等多个环节,每一道工序的工艺规范和参数控制,都直接影响锻件的最终质量和性能。由于其规格大、性能要求高,生产过程中需严格遵循流程规范,规避各类工艺缺陷,确保锻件符合设计标准和使用要求。
原材料准备是大型车轮锻件生产的基础,也是质量控制的第一道防线。大型车轮锻件多选用优质合金结构钢(如42CrMo、35CrMo)或碳素结构钢(如45#钢),原材料需经过严格的入厂检测,包括化学成分分析、力学性能测试、超声波探伤等,确保材质无夹杂、无裂纹、化学成分达标,杜绝劣质原料投入生产。山西永鑫生重工在原材料管控上严格把关,仅选用符合国家标准的优质钢材,从源头保障大型车轮锻件的质量。
加热环节是大型车轮锻件锻造的关键前提。由于锻件尺寸大,需采用大型智能加热炉,控制升温速率和保温时间,确保坯料整体受热均匀,达到最佳锻造温度(通常在1100-1200℃)。加热过程中需避免出现过热、过烧或温度不均的情况,否则会导致锻件出现裂纹、组织不均等缺陷,影响后续性能。山西永鑫生重工的加热设备具备精准温控功能,可实现多段式升温,确保坯料受热均匀,为锻造工序奠定良好基础。

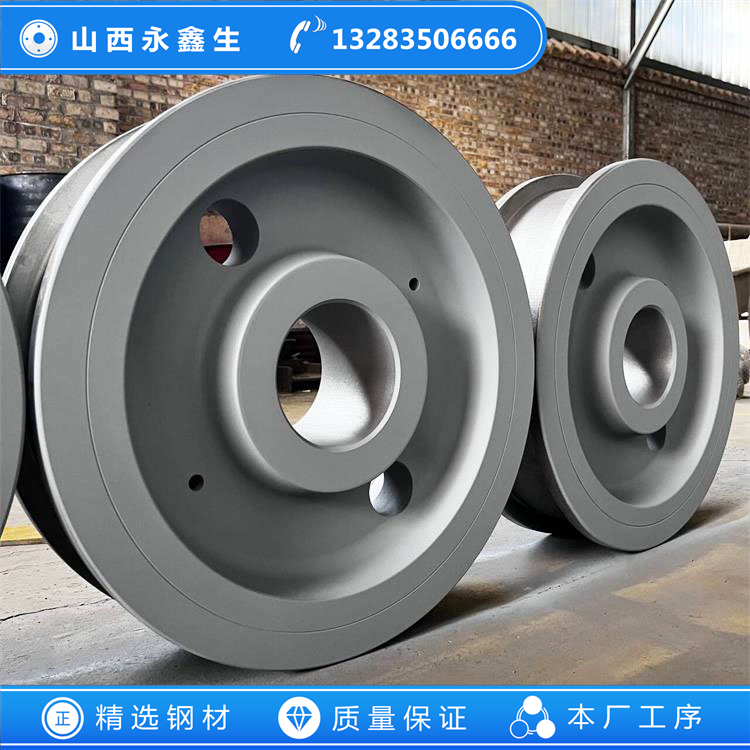
锻造是大型车轮锻件成型的核心工序,采用自由锻与模锻相结合的工艺,通过万吨级锻压机施加高压,使坯料逐步变形为车轮毛坯。锻打过程中需控制好锻打压力、行程和速度,分多道次锻打,确保金属流线连续、组织致密,同时保证毛坯尺寸精度,减少后续加工余量。锻打完成后,需对毛坯进行初步整形,去除表面氧化皮和多余金属。
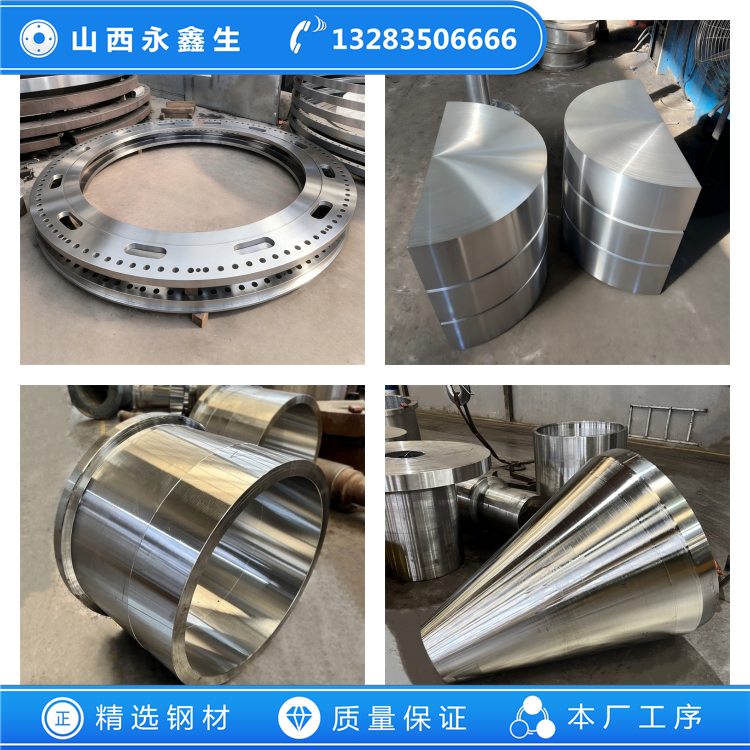
后续的热处理、精加工和检测工序同样不可或缺。热处理可消除锻造内应力,优化金属组织,提升锻件的力学性能;精加工可确保锻件尺寸精度和表面质量,满足装配要求;检测则全面排查锻件内部和表面缺陷,确保产品合格。山西永鑫生重工凭借完善的生产流程和专业的技术团队,实现大型车轮锻件从毛坯到成品的一体化生产,确保每一件产品都符合质量标准。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


